Additive Fertigung

Die Additive Fertigung, umgangssprachlich als 3D-Druck bezeichnet, ist ein kosteneffizientes Herstellungsverfahren, bei dem Bauteile schichtweise aus digitalen Modellen aufgebaut werden. Im Gegensatz zu klassischen, subtraktiven Verfahren wie Fräsen oder Drehen wird das Material nicht entfernt, sondern gezielt dort aufgebracht, wo es benötigt wird.
Diese Technologie eröffnet neue Möglichkeiten in der Konstruktion und Produktentwicklung. Komplexe Geometrien, innenliegende Strukturen und funktionsintegrierte Bauteile lassen sich effizient realisieren, die mit herkömmlichen Fertigungsverfahren nur schwer oder gar nicht umsetzbar wären.
Gleichzeitig erfordert die Additive Fertigung ein Umdenken in der Konstruktion. Nur eine druckgerechte Auslegung stellt sicher, dass Bauteile wirtschaftlich, funktional und zuverlässig gefertigt werden können. Genau hier liegt der entscheidende Unterschied zwischen einem einfachen 3D-Druck und einer durchdachten, ingenieurtechnischen Lösung. Näheres zur CAD-Konstruktion in der Additiven Fertigung finden Sie hier.
Ein wesentlicher Vorteil der Additiven Fertigung liegt in der hohen Flexibilität. Bauteile können schnell angepasst, individualisiert und ohne aufwendige Werkzeugherstellung produziert werden. Dies macht das Verfahren besonders interessant für Prototypen, Kleinserien sowie funktionale Einzelteile. Details zum Fertigungsprozess, der unterschiedlichen Fertigungsverfahren und Materialunterschiede werden im Folgenden erläutert.
Fertigungsprozess
Idee

Die Idee kann anhand von Beschreibungen, Skizzen oder Bildern übermittelt werden. Auf dieser Grundlage wird die Umsetzbarkeit geprüft und anschließend gemeinsam über Details wie Fertigungsverfahren, Materialien und spezifische Anforderungen entschieden.
Konstruktion

Das gewünschte Bauteil wird anschließend mithilfe eines CAD-Programms konstruiert. In enger Abstimmung werden alle relevanten Details und Anforderungen festgelegt, um eine präzise Umsetzung sicherzustellen.
Slicer

Bevor das Bauteil gefertigt werden kann, wird das 3D-Modell mithilfe eines Slicers in einzelne Schichten unterteilt. Auf Basis dieser Daten kann das Drucksystem die entsprechenden Bewegungsbahnen abfahren und das Bauteil Schicht für Schicht aufbauen.
3D-Druck

Je nach gewähltem Verfahren wird ein Kunststofffilament, ein Flüssigharz (Resin) oder ein Kunststoffpulver mithilfe eines 3D-Druckers verarbeitet und das Modell Schicht für Schicht aufgebaut.
Objekt

Nach der Fertigung erfolgt eine Qualitätskontrolle sowie gegebenenfalls eine Nachbearbeitung des Bauteils. Nach erfolgreicher Prüfung wird das fertige Objekt für den Versand vorbereitet und an den Kunden ausgeliefert.
Verfahren
FDM-Verfahren
Fused Deposition Modeling

Beim FDM-Verfahren wird ein Kunststofffilament, wie PLA, ABS oder PETG, erhitzt und durch eine feine Düse Schicht für Schicht auf die Druckplattform aufgetragen. Das Material erkaltet sofort und härtet aus, sodass die nächste Schicht darauf aufbauen kann. Um Überhänge oder komplexe Geometrien zu drucken, werden bei FDM oft Stützstrukturen aus demselben oder einem löslichen Material gedruckt. Diese Stützen werden nach dem Druck entfernt oder aufgelöst, sodass das Bauteil seine endgültige Form erhält. FDM ist besonders geeignet für robuste Prototypen und Funktionsbauteile.
SLA-Verfahren
Stereolithografie

Bei der SLA-Technik wird ein flüssiges Photopolymerharz verwendet, das durch UV-Licht Schicht für Schicht ausgehärtet wird. Ein Laser oder Projektor härtet nur die Stellen des Harzes aus, die Teil des Objekts werden sollen. SLA ermöglicht sehr feine Details und glatte Oberflächen. Überhänge und komplexe Strukturen benötigen hier ebenfalls Stützstrukturen, die aus demselben Harz bestehen und nach dem Druck entfernt werden. SLA eignet sich ideal für filigrane Modelle, Designobjekte, Schmuck, Dentalanwendungen und präzise Prototypen.
SLS-Verfahren
Selektives Lasersintering

Beim SLS-Verfahren wird feines Kunststoffpulver, zum Beispiel Nylon (PA12), durch einen Laser punktuell verschmolzen. Das ungeschmolzene Pulver umgibt das Bauteil und dient dabei automatisch als Stütze, sodass keine separaten Stützstrukturen erforderlich sind. Das macht SLS besonders geeignet für komplexe Geometrien, funktionale Prototypen und kleine Serien von stabilen Bauteilen. Nach dem Druck wird das überschüssige Pulver entfernt und kann oft wiederverwendet werden.
Mechanische Eigenschaften
Ein wesentlicher Unterschied zwischen additiv gefertigten und konventionell bearbeiteten Bauteilen (z. B. gefrästen Komponenten) liegt in der anisotropen Festigkeit – also der Richtungsabhängigkeit der mechanischen Eigenschaften. Durch den schichtweisen Aufbau beim 3D-Druck ist die Haftung zwischen den einzelnen Schichten meist geringer als die Festigkeit innerhalb einer Schicht. Je nach Druckverfahren (FDM, SLA, SLS) kann die Zwischenschichtfestigkeit bis zu 40 % niedriger sein als die Festigkeit parallel zur Schichtebene. Daher ist es wichtig, bereits beim Slicing-Prozess die mechanischen Belastungsrichtungen zu berücksichtigen und das Bauteil entsprechend auszurichten. Um die Stabilität weiter zu erhöhen, kann das Bauteil beispielsweise mit einer umschließenden Struktur (Schalung) versehen und der Innenraum mit einem hochfesten Material, etwa Epoxidharz, ausgegossen werden. So lassen sich auch bei komplexen Geometrien deutlich höhere Festigkeiten erzielen. Mit Ausnahme des SLS-Verfahrens, da durch das Aufschmelzen des Materials eine nahezu homogene Verbindung entsteht.
Beanspruchung senkrecht zur Schichtebene mit reduzierter Festigkeit
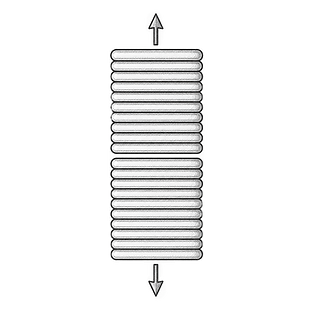

Beanspruchung parallel zur Schichtebene mit höchster Festigkeit
Oberflächenqualität
Die Oberflächenqualität eines 3D-Druckteils hängt stark vom jeweiligen Druckverfahren ab. Je nach Technologie entstehen die Schichten auf unterschiedliche Weise. Genau diese Schichtbildung bestimmt die spätere Haptik und Optik der Oberfläche.
FDM-Verfahren

Beim FDM-Verfahren wird geschmolzenes Kunststofffilament durch eine Düse Schicht für Schicht aufgetragen. Da jede Lage einzeln extrudiert wird, entstehen sicht- und fühlbare Schichtlinien. Die Oberflächen wirken daher eher grob oder leicht gestreift. Durch kleinere Schichthöhen, optimierte Druckparameter oder Nachbearbeitungen (z. B. Schleifen, Glätten, Beschichten) kann die Oberfläche jedoch verfeinert werden.
SLA-Verfahren

Hier wird flüssiges Kunstharz mit einem Laser präzise ausgehärtet. Da das Material nicht extrudiert, sondern punktgenau verfestigt wird, entstehen extrem feine Schichten mit sehr glatter Oberfläche. Die hohe Auflösung des Lasers sorgt dafür, dass kaum sichtbare Schichtstrukturen vorhanden sind. Daher wirkt die Oberfläche nahezu glatt und detailreich – oft vergleichbar mit Spritzgussteilen.
SLS-Verfahren

Beim SLS-Verfahren wird pulverförmiges Material Schicht für Schicht mit einem Laser verschmolzen. Die ungeschmolzenen Pulverpartikel, die an der Oberfläche haften bleiben, führen zu einer leicht rauen, matten Struktur. Diese typische Körnung entsteht also durch das Pulver selbst und nicht durch sichtbare Schichtlinien.
Materialien
FDM-Verfahren
Beispiel
PLA, ABS, PETG
Nylon (PA6/PA12), PC, ASA
TPU, TPE
CF-PLA, GF-Nylon, Holz-, Metall-, Steinfilament
Materialtyp
Standard
Technische Kunststoffe
Flexible Materialien
Verbund- & Spezialfilamente
Eigenschaften
Preiswert, einfache Verarbeitung
Hohe Festigkeit, chemisch- & temperaturbeständig
Elastisch, abriebfest, biegsam
Leicht, steif
Anwendungen
Prototypen, Gehäuse, Anschauungsobjekt
Funktionsteile, mechanische Bauteile
Dichtungen, Schutzhüllen, Wearables
Technische, blastbare Bauteile
Kosten
+
++
+
++
SLA-Verfahren
Materialtyp
Standard Harze
Technische Harze
Flexible Harze
Spezialharze
Beispiel
Diverse Farben
Tough, Durable, Rigid, High Temperature
Flexibel, Elastic
Dental, Biokompatible, Clear
Eigenschaften
Preiswert, spröde
Zäh, temperaturbeständig, funktional
Gummiartig, elastisch
Biokompatibel, transparent
Anwendungen
Designmodelle, Figuren, Architektur
Mechanische Prototypen, Werkzeuge
Dichtungen, Soft-Touch-Teile
Medizin, Optik
Kosten
++
+++
+++
++++
SLS-Verfahren
Materialtyp
Standardpulver
Technische Pulver
Flexible Pulver
Spezialpulver
Beispiel
PA12 (Nylon)
PA11, glas- oder carbonfaserverstärktes Nylon
TPU (Thermoplastisches Polyurethan)
Aluminiumgefüllte oder leitfähige Pulver
Eigenschaften
Robust, leicht, formstabil
Hohe Schlagfestigkeit, sehr belastbar
Elastisch,
strapazierfähig
Metallisch, funktional, elektrisch leitend
Anwendungen
Funktionsteile
technische Bauteile
Dichtungen, Scharniere, Wearables
Industrie, ESD-Teile, Spezialanwendungen
Kosten
+++
++++
+++
++++